

Processo: geração e prevenção de poros
Jan 12, 2023Por que os estômatos aparecem?
1.1
O interior do orifício soldado a laser está em um estado de vibração instável e o fluxo do orifício e da poça de fusão é muito intenso. O vapor metálico dentro do furo irrompe para fora e leva ao vórtice de vapor formado na abertura do furo, que rola o gás protetor (Ar) para o fundo do furo, e com o furo avançando, esses gases protetores entrarão no poça derretida na forma de bolhas. Devido à solubilidade extremamente baixa do Ar e à rápida taxa de resfriamento da soldagem a laser, as bolhas são deixadas na costura de solda antes que possam escapar para formar estômatos. Além do mais, foi causado pela má proteção durante o processo de soldagem que o nitrogênio invade a poça de fusão de fora, e a solubilidade do nitrogênio no ferro líquido é muito diferente da solubilidade do nitrogênio no ferro sólido. Portanto, no resfriamento e solidificação do metal, a solubilidade do nitrogênio diminui com a diminuição da temperatura quando o metal da poça de fusão é resfriado até o início da cristalização, podendo levar a uma grande diminuição repentina da solubilidade. Neste momento, uma grande quantidade de precipitados de gás formará bolhas. Se a taxa de flutuação das bolhas for menor que a taxa de cristalização do metal, os poros são gerados.
1. Suprima os poros de soldagem por tratamento de superfície pré-soldagem
O tratamento de superfície pré-soldagem é um método eficaz para controlar os poros metalúrgicos das soldas a laser de liga de alumínio . Os métodos de tratamento de superfície podem ser divididos em limpeza mecânica física e limpeza química geralmente .
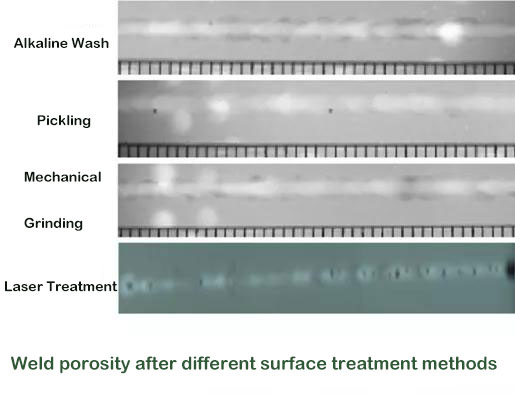
Após a comparação, é melhor usar o método químico para lidar com a superfície da placa de teste (limpeza com limpador de metal - lavagem - lavagem com álcalis - lavagem - lavagem - lavagem - secagem). Dentre eles, a lavagem alcalina é retirada da espessura superficial do material com solução aquosa de NaOH 25% (hidróxido de sódio), e a decapagem é realizada com HNO3 20% (ácido nítrico) + 2% HF (fluoreto de hidrogênio ) solução aquosa para neutralizar a lixívia residual. Após o tratamento da superfície da placa de teste, a soldagem é realizada em 24 horas, e a montagem antes da soldagem é montada e limpa com álcool anidro quando a placa de teste é instalada por muito tempo após o tratamento da placa de teste.
2. Inibir os poros de soldagem por parâmetros de processo de soldagem
A formação da porosidade da solda não está apenas relacionada à qualidade do tratamento da superfície da solda, mas também aos parâmetros do processo de soldagem. A influência dos parâmetros de soldagem nos poros da solda se reflete principalmente na penetração da solda, ou seja, a influência da relação de largura traseira da solda nos poros.
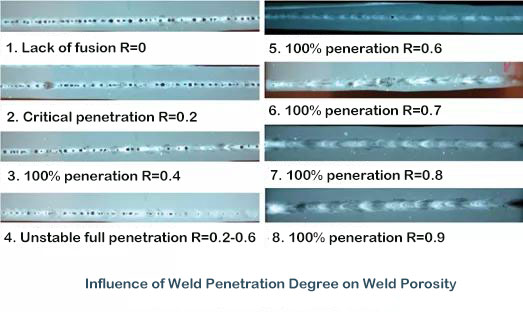
Ao testar, podemos saber que pode ser visto que quando a proporção de largura traseira da solda R é > 0,6, a distribuição concentrada dos poros da cadeia na solda pode ser efetivamente melhorada. E quando a relação de largura traseira R for > 0,8, a existência de poros atmosféricos na solda pode ser efetivamente melhorada. Além do mais, o resíduo dos poros na solda pode ser eliminado em grande parte.
3. Iniba os poros de soldagem selecionando corretamente o gás de proteção e a taxa de fluxo.
A seleção do gás de proteção afeta diretamente a qualidade, eficiência e custo da soldagem. No processo de soldagem a laser, o sopro correto de gás de proteção pode reduzir os poros de solda de forma eficaz .

Conforme mostrado na figura acima, Ar (argônio) e He (hélio) são usados para proteger a superfície da solda. No processo de soldagem a laser de liga de alumínio, Ar e He possuem diferentes graus de ionização do laser que resultam em diferentes formações de solda. Pode-se observar que a porosidade da solda obtida utilizando Ar como gás de proteção é menor que a da solda quando se seleciona He como gás de proteção.
Ao mesmo tempo, devemos também prestar atenção ao fato de que o fluxo de gás é muito pequeno (<10L/min) e um grande número de plasmas gerados pela soldagem não pode ser soprado, o que tornará a poça de fusão instável e a probabilidade de formação de porosidade aumentando. Se a taxa de fluxo de gás moderada (cerca de 15L/min) for efetivamente controlada e o gás de proteção tiver um bom efeito anti-oxidação na poça de fusão, ele gerará a menor porosidade. O fluxo excessivo de gás é acompanhado por pressão excessiva de gás, de modo que parte do gás de proteção se mistura no interior do tanque, o que faz com que a porosidade aumente.
Afetado pelo desempenho do próprio material, não se pode evitar completamente que a soldagem ocorra sem gerar porosidade no processo de soldagem. O que pode conseguir é reduzir a taxa de porosidade .
Como podemos te ajudar?

PES LASER, Provedor de Soluções Profissionais do Laser Equipment





 Rede IPv6 suportada
Rede IPv6 suportada 










