Apr 11, 2022
Tratamento de problemas nas juntas de soldagem: Tratamento anormal da saída de ar, mas incapaz de alimentar o arame
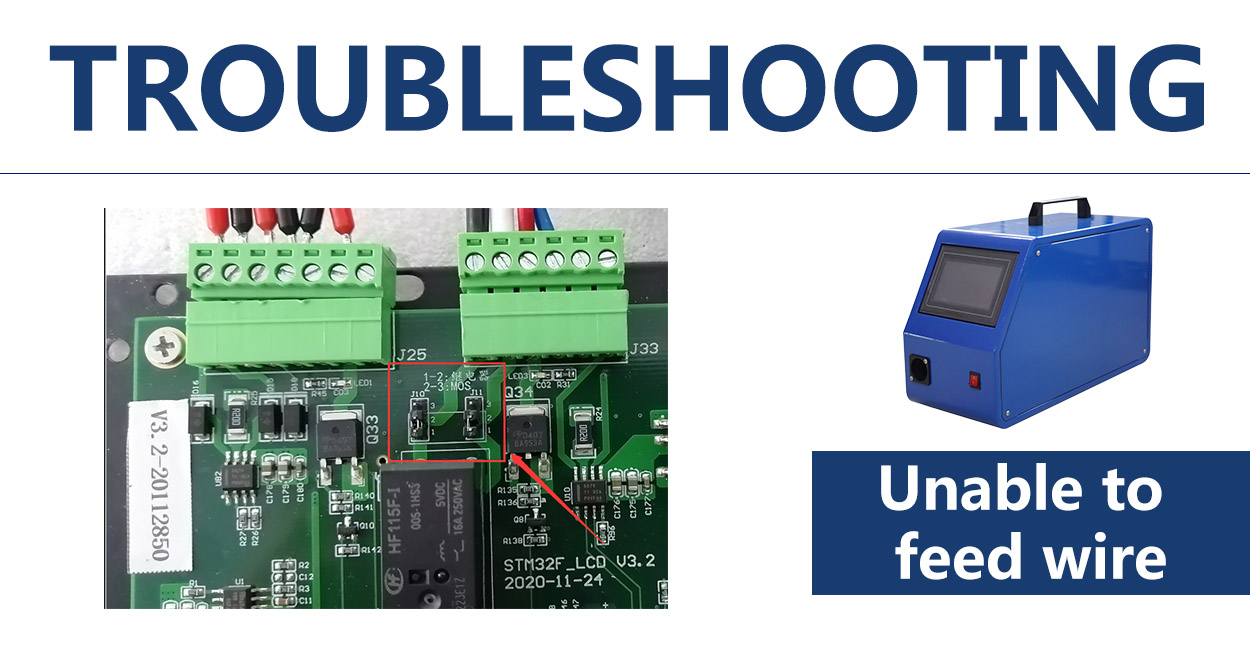
Lógica de operação: O alimentador de fio é conectado ao pino 5/6 da interface de sinal 2 da caixa de controle através do fio de sinal do plugue de dois núcleos na cauda. Quando o sistema está funcionando, o pino 5/6 é conectado depois que o relé embutido na placa principal da caixa de controle é puxado e o alimentador de arame começa a funcionar (ou seja, o pino 5/6 é controlado ligado e desligado ) Em caso de desgaseificação, mas sem alimentação de arame: Vamos primeiro decidir se há um problema com o controle do alimentador de arame Clique em [alimentação manual do arame] no painel frontal do alimentador de arame para verificar se a roda de alimentação do arame está funcionando 1. O alimentador de arame não funciona e há um problema com o próprio alimentador de arame 2. Continue a operar o alimentador de arame de acordo com a seguinte operação De acordo com sua lógica de operação, primeiro curto-circuitamos a linha de sinal do alimentador de arame, retiramos do pino 5/6 e, em seguida, curto-circuitamos a linha de sinal (não o pino 5/6) Então há duas situações 1. Se o alimentador de arame funcionar, pode ser determinado que o alimentador de arame está OK e o pino 5/6 da placa de controle do sistema está errado 2. Se o alimentador de arame não funcionar, pode-se julgar que a linha de sinal está em circuito aberto e a linha de sinal pode ser verificada O seguinte é o primeiro caso. O problema do pino 5/6 da interface de sinal 2 da placa de controle é tratado Lógica de operação do cartão de controle: Quando o sistema está funcionando, o pino 3/4 da interface de sinal 2 emite 24V, o pino 5/6 é conectado e os dois grupos de sinais são sincronizados (excluindo o atraso de configuração) O sinal de alimentação do fio (pino 5 / 6) possui uma tampa de salto embutida (J10 * j11). Por padrão, o jump cap usa um relé para controlar o liga-desliga em 1/2 (conforme mostrado na figura abaixo). Se o jump cap estiver em 2/3, o MOS é usado para controlar o liga-desliga Esquema de tratamento de exceção: Se o sistema estiver funcionando, após o pino 3/4 sair 24V (ou seja, estado de saída de ar), mas o pino 5/6 estiver bloqueado, tente colocar o jump cap em 2/3 e opte por usar o controle MOS Observe que, se o controle MOS for usado, as duas linhas de sinal serão distinguidas por ± 2. Portanto, se você usar o controle MOS e houver uma anormalidade (alimentação direta do fio ou sem alimentação do fio), substitua as linhas de sinal Quando o MOS não pode ser usado, o relé externo (DC24V) pode ser usado para controlar o pull-in ou substituir a placa O sinal enviado pelo pino 4/4 externo do relé é definido da seguinte forma ( O pino normalmente aberto do relé é usado para o sinal de dois núcleos do alimentador de arame )
Veja mais








 Rede IPv6 suportada
Rede IPv6 suportada